АВЫГзЈвЕЩњВњТна§ЗьКИИжЙмЩњВњГЇМв
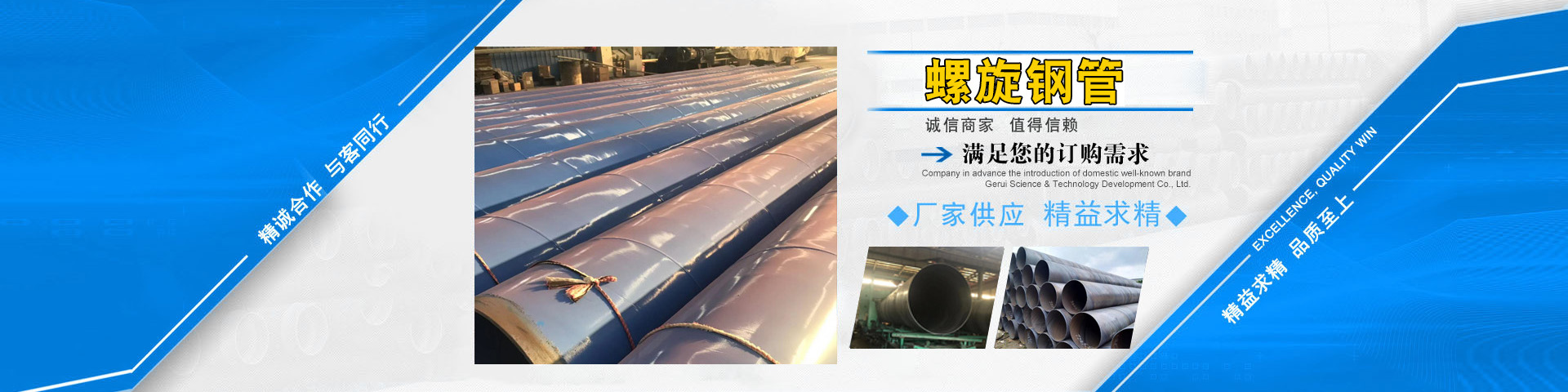
АВЫГТна§ЗьКИИжЙмМђНщЁЁЁЁЮвЙЋЫОЦОНшЯШНјЕФТна§ИжЙмЩњВњЩшБИЁЃИпЫижЪЕФММЪѕШЫВХЃЌбЯИёЕФМьВтЪжЖЮЃЌКЭВЛЖЯЕФЭъЩЦДДаТРэФюЃЌвЛжБзпдкЙњФкЭЌааЕФЧАСаЁЃЮвЙЋЫООгЊзкжМЃКЁАГЯаХаЫвЕЃЌКЯзїЙВгЎЁБЁЃ2009ФъЮвЙЋЫОВњЦЗдкЪаГЁЩЯЕФЯњСПСЌДДаТИпЃЌВњЦЗжЪСПКЭЙЋЫОаХгўЕУЕНЙњФкЭтгУЛЇЕФвЛжТКУЦРЁЃЙЋЫОжїЕМВњЦЗЁАНШЊЁБХЦЃЌжБОЖ219-3520mm,БкКё6-20mmЃЌТна§ИжЙмЁЃжБОЖ57-820mmБкКё3.5-25mmжБЗьИжЙмЁ
АВЫГТна§ЗьКИИжЙмМђНщ
ЁЁЁЁЮвЙЋЫОЦОНшЯШНјЕФТна§ИжЙмЩњВњЩшБИЁЃИпЫижЪЕФММЪѕШЫВХЃЌбЯИёЕФМьВтЪжЖЮЃЌКЭВЛЖЯЕФЭъЩЦДДаТРэФюЃЌвЛжБзпдкЙњФкЭЌааЕФЧАСаЁЃЮвЙЋЫООгЊзкжМЃКЁАГЯаХаЫвЕЃЌКЯзїЙВгЎЁБЁЃ2009ФъЮвЙЋЫОВњЦЗдкЪаГЁЩЯЕФЯњСПСЌДДаТИпЃЌВњЦЗжЪСПКЭЙЋЫОаХгўЕУЕНЙњФкЭтгУЛЇЕФвЛжТКУЦРЁЃЙЋЫОжїЕМВњЦЗЁАНШЊЁБХЦЃЌжБОЖ219-3520mm,БкКё6-20mmЃЌТна§ИжЙмЁЃжБОЖ57-820mmБкКё3.5-25mmжБЗьИжЙм,МАПЩЩњВњИїжжВФжЪЕФИпЁЂжаЁЂЕЭбЙЕФЭфЭЗЁЂЗЈРМЁЂШ§ЭЈЫФЭЈЁЂЗтЭЗЁЂЗРЫЎЬзЙмЁЂВЈЮЦВЙГЅЦїЕШЙмЕРХфМўЃЌвВПЩИљОнПЭЛЇвЊЧѓЩњВњЖЈзіЗРИЏИжЙмЃЌЪшПЃИжЙмЃЌМАЗЈРМЕФКИНгЁЃЙЋЫОВњЦЗбЯИёжДаа GB/9711.1 GB/9711.2 SY/T5037ЁЁGB/T8162ЁЁ GB/T8163ЁЁ ЕШБъзМЃЌБОВњЦЗЙуЗКгУгкГЧЪаМЏжаЙЉШШЃЌЙЉЫЎЃЌЮлЫЎДІРэЃЌЪЏгЭЃЌЬьШЛЦјЃЌУКЦјЪфЫЭЃЌжаЃЌЕЭбЙСїЬхЪфЫЭЙмЕРгУИжЙмЁЃ
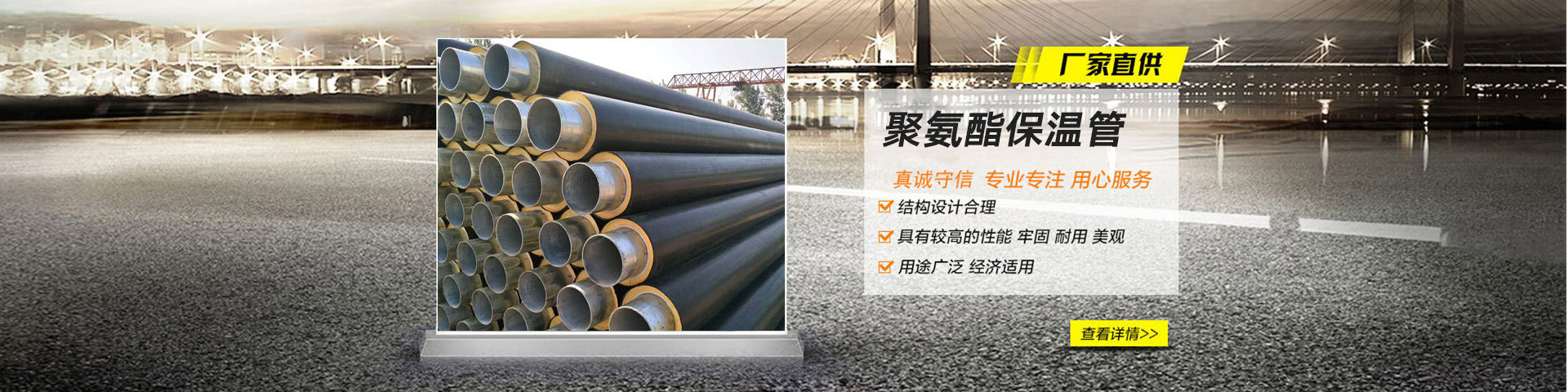
ЙЋЫОЭЖзЪаЫНЈЗРИЏБЃЮТГЇЪЧЛЊББЕиЧјзЈвЕМгЙЄЩњВњЪЏгЭЬьШЛЦјзЈгУ3PEЗРИЏИжЙмЁЂЯћЗРИјЫЎФкЭтЭПЫмИжЙмЁЂОлАБѕЅБЃЮТИжЙмЕФДѓаЭЦѓвЕжЎвЛЃЌЙЋЫОЯжгЕгаЙњМЪЯШНјЫЎЦН3PEЃЈШ§ВуОлввЯЉЭПВуЃЉЗРИЏЩњВњЯпКЭОлАБѕЅБЃЮТЙмЕРЩњВњЯпЃЌзЈвЕЩњВњ3PE/2PEЗРИЏИжЙмЁЂОлАБѕЅБЃЮТИжЙмЃЌЙцИё219mm-1820mmЃЌЯћЗРИјЫЎФкЭтЭПЫмИДКЯИжЙмЃЌгУгкЪфгЭЙмЕРЁЂЬьШЛЦјЙмЕРЁЂМЏжаЙЉШШЙмЕРЁЂГЧЪаЙЉЫЎЙмЭјЁЃжДааБъзМЃКDIN30670/DIN30671ЁЂSY/T0413-2002ЁЂSY/T0315-97ЁЂGB/T23257-2009ЃЌCJ/T120-2008,ПЩГаНгИжЙмЭтБкЛЗбѕУКСЄЧрЃЈвЛВМСНгЭЁЂЖўВМШ§гЭЁЂШ§ВМЫФгЭЁЂШ§ВМЮхгЭЕШЃЉИжЙмЗРИЏЃЌИжЙмФкБкIPN8710ЮоЖОвћгУЫЎЙмЕРзЈгУЗРИЏМАЫЎФрЩАНЌГФРяЗРИЏЃЈЬсЙЉЩцЫЎЮРЩњаэПЩжЄУїЃЉЁЃ
ЁЁЁЁЙЋЫОЭЈЙ§СЫISO9001ЙњМЪжЪСПЙмРэЬхЯЕШЯжЄЃЌ2009Фъ7дТЭЈЙ§СЫУРЙњЪЏгЭбЇЛсAPL SPEC 5L БъзМЁЃШЁЕУСЫжаЛЊШЫУёЙВКЭЙњЬижжЩшБИжЦдьаэПЩКЭздгЊНјГіПкжЄЃЌВЂЖрДЮЪмЕНЪЁЃЌЪаЃЌЕШгаЙиВПУХЕФБэеУКЭНБРјЃЌЮвУЧБќГжЮёЪЕЃЌДДаТЕФЬьдЊОЋЩёЃЌСІДДвЕФкЁЃЦкД§гыЙуДѓгУЛЇЙВЯэЛдЛЭЮДРДЃЁ
АВЫГТна§ЗьКИИжЙмаТЮХ
3PEЗРИЏИжЙмГЇМвв§НјЙњМЪЯШНјЕФЕчТЏ3PEЭПЗѓзївЕЯпЃЌОпгаМгЙЄ25-2800mmИжЙм3PEЭПВуЕФФмСІЃЌМгЙЄЗНЪНМШгаВјШЦЪНЃЌвВгадВФЃАќИВЪНЁЃВюШЦЪНЗжЩЯВјШЦКЭЯТВјШЦЃЛдВФЃАќИВЪНжаЃЌИКбЙАќИВвбдквЛаЉзївЕЯпЩЯЪЙгУЃЌНЯКУЕиНтОіСЫКИЗьСНВрЕФПеЖДЮЪЬтЁЃ ЫцзХ3PEЭПВудкЙњФкДѓЙцФЃЕФЭЦЙуЪЙгУЃЌгыжЎХфЬзЕФВЙПкВФСЯвВбИЫйЗЂеЙЁЃДгВЩгУ3PEЗРИЏГѕЦкЕФЩТОЉЙмЕРЁЂПтлЗЙмЕРНјПкЙњЭтЗјЩфНЬСЗОлввЯЉШШЫѕДјЃЌЗЂеЙЕНЮїЦјЖЋЪфЙЄГЬКЭЩТОЉЖўЯпЙЄГЬвдМАЙњВњЗјЩфНЛСЊШ§ВуНсЙЙЁЂЗјЩфНЛСЊШШЫѕЬзЁЂШШЫѕДјЮЊжїЃЌЙњЭтНјПкЮЊИЈОжУцЁЃжЊУћЙњФкШШЫѕВФСЯГЇМвЩњВњЕФЗДгІаЭШШШлНКЕФ3ВуНсЙЙВЙПкДјЃЌГ§ШШадФмВЛШч3PEЭтЃЌЦфЫќадФмвбНгНќ3PEЁЃЧввдНтОіШШЫѕДјЙЬЖЈЦЌЛЌвЦЮЪЬтЃЌвЛОеГЩЯЃЌШШЫѕДјЭъШЋПЩвдгыШШЫѕЬзвЛбљжмЯђОљдШКцПОЃЌВЛгУЕЃаФЙЬЖЈЦЌЯТЗЂЩњЛЌвЦЃЌГЙЕзНтОіСЫШШЫѕЬзЗЂЩњЕФБЛИюЕСЁЂФкВуШШШлНКБЛЮлШОЕФЮЪЬтЁЃ
МгЙЄЗНЪНвЛАуЗжВјШЦЪНКЭдВФЃАќИВЪНСНжжЁЃШ§ВуНсЙЙОлввЯЉЗРИЏВуЃЈ3PEЃЉзлКЯСЫШлНсЛЗбѕЗлФЉЭПВуКЭМЗбЙОлввЯЉСНжжЗРИЏВуЕФгХСМаджЪЃЌНЋШлНсЛЗбѕЗлФЉЭПВуЕФНчУцЬиадКЭФЭЛЏбЇЬиадЃЌгыМЗбЙОлввЯЉЗРИЏВуЕФЛњаЕБЃЛЄЬиадЕШгХЕуНсКЯЦ№РДЃЌДгЖјЯдзХИФЩЦСЫИїздЕФадФмЁЃвђДЫзїЮЊТёЕиЙмЯпЕФЭтЗРЛЄВуЪЧЗЧГЃгХдНЕФЁЃОнгаЙизЪСЯНщЩмЃЌШ§ВуPEПЩЪЙТёЕиЙмЕРЕФЪйУќДяЕН50ФъЃЌФПЧАЃЌдкЙњМЪЩЯБЛШЯЮЊЪЧЯШНјЕФЙмЕРЭтЗРИЏММЪѕЁЃдкЮвЙњЃЌШ§ВуPEвбТЪЯШдкЪЏгЭЬьШЛЦјЯЕЭГЕУЕНгІгУЁЃЮвЙњвбНЈГЩЕФЩТОЉЬьШЛЦјЙмЕРМАПтлЗЪфгЭЙмЕРЃЌzuiНќЙњМвжиЕуЙЄГЬЮїЦјЖЋЪфНќ4000ЙЋРяЙмЕРОљВЩгУСЫШ§ВуPEЭтЗРИЏЭПВуЁЃдкЬьНђЪаЃЌЩТЦјНјНђ67ЙЋРяИпбЙЙмЕРЁЂЭтЛЗЯп30ЙЋРяИпбЙЬьШЛЦјЙмЕРЁЂЩТОЉЯпЕиЯТДЂЦјПт122ЙЋРяЙмЯпвВЪЧВЩгУЕФШ§ВуPEЁЃ
ИљОнЙмЯпЗРИЏЕФЩшМЦвЊЧѓЃЌИжЙмЕФЗРИЏжЦзїВЩгУвЛЬхЛЏЛњаЕСїЫЎзївЕЯпЕФЩњВњЗНЪНЃЌдкЩњВњашвЊЕФЧщПіЯТПЩ24аЁЪБСЌајЩњВњЃЌЪЉЙЄШЫдБАДШ§АржЦНјааЛЎЗжЃЌЪЕааНЛНгАрзївЕЁЃдкИїЙЄађзМБИОЭаїЃЌПЊЪМЩњВњжЎЧАЃЌгІИљОнЙмЯпЗРИЏЕБжа3жжВЛЭЌЗРИЏВуЖдЗРИЏКёЖШЕФвЊЧѓЃЌЯШгУЪдбщЙмЖЮдкЩњВњЯпЩЯЗжБ№вРДЮЕїНкИжЙмЭПЗѓЪБЕФдЄШШЮТЖШМАЗРИЏВуИїВуЭПЗѓКёЖШЃЌД§ИїЯюВЮЪ§ДяЕНвЊЧѓКѓЗНПЩПЊЪМЩњВњЁЃ
АВЫГТна§ЗьКИИжЙмжЊЪЖ
Тна§ИжЙмЩњВњЙЄве (1)дВФСЯМДДјИжОэЃЌКИЫПЃЌКИМСЁЃдкЭЖШыЧАЖМвЊОЙ§бЯИёЕФРэЛЏМьбщЁЃ
(2)ДјИжЭЗЮВЖдНгЃЌВЩгУЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌдкОэГЩИжЙмКѓВЩгУздЖЏТёЛЁКИВЙКИЁЃ
(3)ГЩаЭЧАЃЌДјИжОЙ§НУЦНЁЂМєБпЁЂХйБпЃЌБэУцЧхРэЪфЫЭКЭгшЭфБпДІРэЁЃ
(4)ВЩгУЕчНгЕубЙСІБэПижЦЪфЫЭЛњСНБпбЙЯТгЭИзЕФбЙСІЃЌШЗБЃСЫДјИжЕФЦНЮШЪфЫЭЁЃ
(5)ВЩгУЭтПиЛђФкПиЙѕЪНГЩаЭЁЃ
(6)ВЩгУКИЗьМфЯЖПижЦзАжУРДБЃжЄКИЗьМфЯЖТњзуКИНгвЊЧѓЃЌЙмОЖЃЌДэБпСПКЭКИЗьМфЯЖЖМЕУЕНбЯИёЕФПижЦЁЃ
(7)ФкКИКЭЭтКИОљВЩгУУРЙњСжПЯЕчКИЛњНјааЕЅЫПЛђЫЋЫПТёЛЁКИНгЃЌДгЖјЛёЕУЮШЖЈЕФКИНгжЪСПЁЃ
(8)КИЭъЕФКИЗьОљОЙ§дкЯпСЌајГЌЩљВЈздЖЏЩЫвЧМьВщЃЌБЃжЄСЫ100%ЕФТна§КИЗьЕФЮоЫ№МьВтИВИЧТЪЁЃШєгаШБЯнЃЌздЖЏБЈОЏВЂХчЭПБъМЧЃЌЩњВњЙЄШЫвРДЫЫцЪБЕїећЙЄвеВЮЪ§ЃЌМАЪБЯћГ§ШБЯнЁЃ
(9)ВЩгУПеЦјЕШРызгЧаИюЛњНЋИжЙмЧаГЩЕЅИљЁЃ
(10)ЧаГЩЕЅИљИжЙмКѓЃЌУПХњИжЙмЖМвЊНјаабЯИёЕФЪзМьжЦЖШЃЌМьВщКИЗьЕФСІбЇадФмЃЌЛЏбЇГЩЗнЃЌШмКЯзДПіЃЌИжЙмБэУцжЪСПвдМАОЙ§ЮоЫ№ЬНЩЫМьбщЃЌШЗБЃжЦЙмЙЄвеКЯИёКѓЃЌВХФме§ЪНЭЖШыЩњВњЁЃ
(11)КИЗьЩЯгаСЌајЩљВЈЬНЩЫБъМЧЕФВПЮЛЃЌОЙ§ЪжЖЏГЌЩљВЈКЭXЩфЯпИДВщЃЌШчШЗгаШБЯнЃЌОЙ§аоВЙКѓЃЌдйДЮОЙ§ЮоЫ№МьбщЃЌжБЕНШЗШЯШБЯнвбОЯћГ§ЁЃ
(12)ДјИжЖдКИКИЗьМАгыТна§КИЗьЯрНЛЕФЖЁаЭНгЭЗЕФЫљдкЙмЃЌШЋВПОЙ§XЩфЯпЕчЪгЛђХФЦЌМьВщЁЃ
(13)УПИљИжЙмОЙ§ОВЫЎбЙЪдбщЃЌбЙСІВЩгУОЖЯђУмЗтЁЃЪдбщбЙСІКЭЪБМфЖМгЩИжЙмЫЎбЙЮЂЛњМьВтзАжУбЯИёПижЦЁЃЪдбщВЮЪ§здЖЏДђгЁМЧТМЁЃ
(14)ЙмЖЫЛњаЕМгЙЄЃЌЪЙЖЫУцДЙжБЖШЃЌЦТПкНЧКЭЖлБпЕУЕНзМШЗПижЦЁЃ
|